
 Дом
>
продукты
>
Водосточной барабан машины
>
Дом
>
продукты
>
Водосточной барабан машины
>

|
| Место происхождения | Wuxi Цзянсу Китай |
| Фирменное наименование | Sussman |
| Сертификация | CCC, SGS, ISO9001, CE |
| Номер модели | СС-ГУ |
Цепной управляя крен Даунспоут формируя сточную канаву крыши машины делая машину 15м/минута
Технический параметр
1,1 свертывая скорость: 15--18 м/мин (не включить время вырезывания)
1,2 свертывая толщина: 0.3-2.6мм
1,3 сырье: Гальванизированный стальной лист
1,4 размер: 3500×1600×1500 (мм)
1,5 эффективная ширина: 60мм
1,6 станции ролика: Около 19 станций один этап для выбивать
1,7 материал ролика: сталь 45#форге, покрытая с хромом
1,8 диаметр вала: Φ70мм, материал сталь кузницы 45#
1,9 передача: цепью 1 дюйм
1,10 материал цепи: кованая сталь 45# с частотой гася, 12А
1,11 материал вырезывания: Кр12Мов с гасят ХРК58-62°
1,12 режа допусков: 6м+-1.5мм
1,13 кадр: Тип сталь х
Главные компоненты
|
Номер |
Список машины |
Номер |
|
1 |
Де-койлер Пассиве 3Т | 1 набор |
|
2 |
Кормить и выравнивающ прибор | 1 набор |
|
3 |
Система привода с цепной передачей | 1 набор |
|
4 |
Главная формируя машина | 1 набор |
|
5 |
Изгибать прибор | 1 набор |
|
6 |
Гидравлический прибор вырезывания | 1 набор |
|
7 |
Автоматические метры штабелеукладчика 6 (оппитион) | 1 набор |
|
8 |
Система управления ПЛК | 1 набор |
| 9 | Гидравлическая станция |
1 набор |
Подача деятельности
А.Пассиве Декоилер .......................................................... к нагрузке и раскручивая материалу
Аппликатор Б.Серво питаясь ............................................ для того чтобы кормить материал точно
К.Хйдраулик/Пресс пробивая ........................................... к пуншу как требования
Д.Ролл формируя блок ......................................................... для того чтобы свернуть форму как требования
Вырезывание Э.Хйдраулик ......................................................... к листам отрезка как пожеланная длина
Поддержка таблицы Ф.Оутпут ................................................................ законченное - продукты
Декоилер ---- Питаться --- Выравнивать--- Резать ---Формировать крена--- Побегите вне таблица
![]()
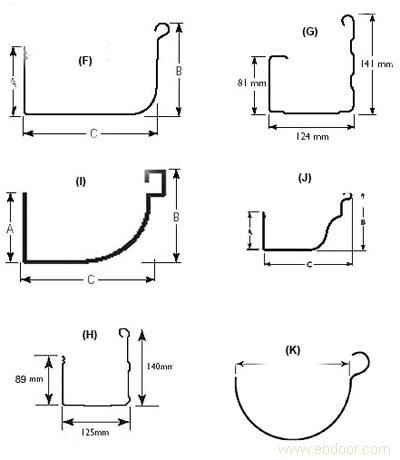
Стандартный профиль сточной канавы
КОНТАКТ США В ЛЮБОЕ ВРЕМЯ

